| | [Technique] Vilebrequin deux temps |  |
|
+21ben_gt biger Dialmax fullgazlolo alcore909 Djamitague bentou Frits Overmars JanBros Toop patouille granjoie MINGRET01 Mestre Marc MacPepR Dan42 fpayart philou Phytus prepadoms 25 participants |
|
| Auteur | Message |
|---|
prepadoms

Nombre de messages : 22
Localisation : ardennes
Date d'inscription : 01/01/2013
| Sujet: [Technique] Vilebrequin deux temps ![[Technique] Vilebrequin deux temps Icon_minitime](https://2img.net/i/fa/icon_minitime.gif) Mar 16 Déc 2014 - 19:00 Mar 16 Déc 2014 - 19:00 | |
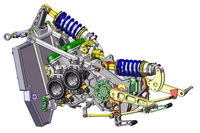
| Bonjour , est ce quelqu'un a déjà re-fabriqué des 1/2 vilebrequins semblables a la photo ? merci [Vous devez être inscrit et connecté pour voir cette image] |
|
| | |
Phytus

Nombre de messages : 646
Localisation : Monségur
Date d'inscription : 22/06/2012
| | Sujet: Re: [Technique] Vilebrequin deux temps Mer 17 Déc 2014 - 13:13 | |
| Essaye voir chez OLDJAP'PARTS ... C'est sa partie et le travail qu'il à pu me faire et très satisfaisant. Ou peu être que Mr [Vous devez être inscrit et connecté pour voir ce lien], içi présent, pourra te guider. |
|
| | |
prepadoms
Nombre de messages : 22
Localisation : ardennes
Date d'inscription : 01/01/2013
| | Sujet: Re: [Technique] Vilebrequin deux temps Mer 17 Déc 2014 - 18:20 | |
| Merci pour ton aide , j'ai contacté en fait j'ai un coté qui est fissuré et ça m'emmerde quand même un peu vu que c'est une pièce qui ne coure pas les rues donc , réparer , refabriquer ? [Vous devez être inscrit et connecté pour voir cette image] |
|
| | |
philou
Nombre de messages : 164
Localisation : france
Date d'inscription : 27/08/2009
| | Sujet: Re: [Technique] Vilebrequin deux temps Mer 17 Déc 2014 - 18:24 | |
| Sa ne se répare pas sa.
Avec les déformations induites par la soudure, la porté n’assurera plus un serrage correct du maneton.
Et la soudure sur un acier traité n'est pas une bonne idée non plus
|
|
| | |
fpayart
Nombre de messages : 1251
Age : 75
Localisation : LYON
Date d'inscription : 11/01/2010
| | Sujet: Re: [Technique] Vilebrequin deux temps Jeu 18 Déc 2014 - 14:38 | |
| Bonjour,
Par où commencer ?
La matière:
Un acier de cémentation genre 16Nc6 ou mieux 18NiCr4-5 mais ce n'est pas indispensable.
Le traitement thermique:
Obligatoirement cémenté prof; 0.7/0.8, trempé, revenu pour obtenir à cœur 1150N/mm² et en surface 61/62HRc
Il conviendra d'éviter la pénétration de la cémentation dans les les zones qui pourraient devenir fragiles, par exemple entre les trous d'équilibrage et le diamètre extérieur.
Pourquoi un acier de cémentation? pour obtenir d'une part, la couche dure qui permet de résister aux contraintes de montage/démontage du maneton et des roulements et d'autre part, la résilience qui elle permet d'encaisser les efforts et les déformations dues au couple et aux inerties.
Il n'est pas indispensable d'utiliser une ébauche forgée, bien sûr c'est mieux surtout pour réduire le volume de copeaux, mais ça c'est pour la série.
La gamme d'usinage:
- Une ébauche de tournage avec 0.1 de surépaisseur au rayon là où l'on prévoit de la rectif (la soie et l'alésage du maneton, le Ø ext. éventuellement).
- Perçage des trous d'équilibrage et fraisage des cannelures et rainure de clavette.
- Traitement thermique.
- Rectif exter. et inter.
Les tolérences et ajustements:
Pour les roulements, deux solutions: serrés sur la queue +0.015 ou libre 0/-0.005
Pour le maneton, afin de transmettre les efforts, le serrage devra être entre 0.08 et 0.1 suivant le diamètre 18/20 ou 22.
Maintenant ces préconisations sont valables pour un vilebrequin de qualité capable d'être monté/démonté plusieurs fois sans perdre sa raideur, il est toujours possible pour une pièce unique destinée à un usage anecdotique d'utiliser un acier pré-traité à 900/1100 N/mm² genre 35CD4 ... |
|
| | |
Invité
Invité
| | Sujet: Re: [Technique] Vilebrequin deux temps Jeu 18 Déc 2014 - 15:35 | |
| - fpayart a écrit:
- Les tolérences et ajustements:
Pour les roulements, deux solutions: serrés sur la queue +0.015 ou libre 0/-0.005 Pourquoi ces deux solutions? Les avantages et inconvénients de chacune sont différents? Merci |
|
| | |
fpayart
Nombre de messages : 1251
Age : 75
Localisation : LYON
Date d'inscription : 11/01/2010
| | Sujet: Re: [Technique] Vilebrequin deux temps Jeu 18 Déc 2014 - 15:51 | |
| C'est un choix de montage, généralement sur les moteurs "de route" les roulements sont montés serrés sur les soies et dans les carters afin d'assurer la longévité. Sur un moteur de "course" on sacrifie la durée de vie des pièces au profit de la facilité de montage/démontage, il est aussi nécessaire de laisser le vilebrequin se déplacer latéralement dans le carter souvent de 0.3 à 0.4 afin de libérer les contraintes dues à la déformation sous charge. Ceci est valable pour des roulements à billes, les roulements à rouleaux sont de plus en plus utilisés, ils permettent donc d'assurer le déplacement du vilebrequin par déplacement des rouleaux sur la bague intérieure qui alors peut être montée serrée sur la soie ce qui permet de mieux maîtriser les jeux radiaux et de ce fait la valeur du squich ...  |
|
| | |
Dan42
Nombre de messages : 8933
Localisation : Margerie-Chantagret 42
Date d'inscription : 06/04/2014
| | Sujet: Re: [Technique] Vilebrequin deux temps Jeu 18 Déc 2014 - 16:33 | |
| Belle explication de fpayart, mais sans mettre en doute le moins du monde son expérience, je m'interroge un chouia sur les valeurs de serrage indiquées ![[Technique] Vilebrequin deux temps 809262](/users/3313/47/10/07/smiles/809262.gif) , j'ai réalisé d'innombrables assemblages cylindriques fretté et en dehors de calculs précis, la règle générale est: serrage = 1/1000 à 1,2/1000 pour montage à sec et 1,6/1000 pour montage à l'huile ( pièce alésée préchauffée dans l'huile). Dans le cas indiqué de 0,1mm pour 22 mm d'alésage celà donne 1/220 soit de 4 à 5 fois plus de serrage. Un coup d'oeuil sur les tableaux de tolérances, au montage que nous considérions fretté H6 u6, les serrages sont de 28 à 54 microns (0,028 à 0,054 mm). Je précise que ces applications étaient dans l'industrie lourde avec chocs, surcharges énormes, conditions difficiles ( laminoirs à acier par exemple et autre machins infernales) et sans jamais un problème de glissement ou ruine quelconque. Mais les montages n'étaient pas faits à la presse , seulement par dilatation qui n'a pas tendance à "usiner ", lisser en cours de montage. Est-ce que vous n'avez jamais rencontré de ruptures ( fissurations, cassure) avec de tels serrages surtout sur matériaux très durs qui ne plastifient pratiquement pas sous contrainte? merci de vos réponses, je suis curieux Pour info, le démontage d'assemblages de 250mm de dia se fait habituellement par injection d'huile sous pression ( 4000 à 6000 bar) entre les surfaces, il n'y a plus qu'à tirer, çà vient tout seul, malheureusement irréalisable sur les petits diamètres donc pas applicable sur des vilos assemblés. A+ Dan |
|
| | |
fpayart
Nombre de messages : 1251
Age : 75
Localisation : LYON
Date d'inscription : 11/01/2010
| | Sujet: Re: [Technique] Vilebrequin deux temps Jeu 18 Déc 2014 - 17:15 | |
| Je n'ai pas l'expérience du frettage de pièces de grosses dimensions mais je pense que le calcul doit être pondéré pour de petits alésages. Les valeurs que j'ai communiqué sont celles que nous utilisons avec bonheur. Contrairement à la photo de prepadom, nous n'avons jamais subi de casse de ce type. C'est pourquoi nous employons un acier qui reste résiliant à cœur et malgré tout très dur en surface. Je ne serait pas surpris que la matière du vilebrequin fissuré soit un acier au carbone genre XC48/55 trempé à cœur, sans cémentation, donc beaucoup plus "fragile". En Karting à cette époque, c'était courant ![[Technique] Vilebrequin deux temps 584741](/users/3313/47/10/07/smiles/584741.gif) PCR notamment. D'ailleurs, j'aimerai bien en savoir plus sur le moteur de prepadom, il nous parle d'un 125cc et nous met une photo d'un 100cc IAME BA13 sauf erreur de ma part |
|
| | |
Dan42
Nombre de messages : 8933
Localisation : Margerie-Chantagret 42
Date d'inscription : 06/04/2014
| | Sujet: Re: [Technique] Vilebrequin deux temps Jeu 18 Déc 2014 - 18:18 | |
| Merci pour tes réponses, je précise que les valeurs que j'ai indiqué s'appliquent pour des moyeux ou pièces ressemblantes dont le dia extérieur est de l'ordre de 2 fois le dia d'alésage, en dehors de ces proportions il faut calculer le serrage car le comportement est différent: force de serrage plus faible avec faible épaisseur de bague, plus forte avec grande épaisseur. Il est vrai qu'un vilo doit aussi encaisser des contraintes de flexion au niveau de l'axe, pas seulement des couples de rotation, çà complique un peu les choses, c'est pour cette raison que Honda faisait un revêtement électrolytique ( ou autre) cuivré sur les embouts d'axes de bielles et paliers, après montage c'était soudé et indémontable sans ruine, sur les vilos des Honda 6 entre autres.
A+ Dan
|
|
| | |
prepadoms
Nombre de messages : 22
Localisation : ardennes
Date d'inscription : 01/01/2013
| | Sujet: Re: [Technique] Vilebrequin deux temps Jeu 18 Déc 2014 - 18:53 | |
| Bonjour a tous et .................MERCI fpayart pour toute ces explications
merci également aux membres intéressés par a ce sujet car ça fait avancer les débats
je fais de la restauration de karting et j'ai plusieurs types de matériel donc bien vue la photo sur mon profil est bien un BA 13
le 1/2 vilebrequin fissuré appartient a un 125 cc boite 6 , un TM K3 qui sera monté sur un chassis KALI KART de 1978
ensemble que je restaure pour mon fils
donc pour le serrage du maneton , oui c'est bien ça ( je sais , ça fait beaucoup mais bon ) c'est le serrage habituel
renseignements pris chez divers pros du kart , les vilos fissurés comme le miens étaient assez rares sur le k3 , moins rare sur d'autres ......
mais ça arrivais
pour les duretés , j'ai contrôle : 60/62 HRC sur la masse et 40/42 sur la portée autour de l'alésage du maneton
donc des duretés semblables a ce que tu m'indique
voila , tout ça me fait avancer , si je n'en trouve pas un , j'envisagerai sérieusement la fabrication même si niveau précision
je risque d’être un peu juste ...! et que je n'ai pas de rectif cylindrique sous la main ( sous traitance dans ce cas ? )
affaire a suivre mais encore une fois BRAVO et Merci pour votre aide
prepadoms |
|
| | |
prepadoms
Nombre de messages : 22
Localisation : ardennes
Date d'inscription : 01/01/2013
| | Sujet: Re: [Technique] Vilebrequin deux temps Jeu 25 Déc 2014 - 17:37 | |
| Bonjour a tous,
j'envisage toujours sérieusement la re-fabriction ( un coté ou les deux ? )
n'ayant pas sous la main comme je l'ai dis des moyens de rectification , j'ai pensé comme plan B
a une solution nitruré dans un acier de nitruration genre :32CrMoNiV5
traité après ébauche grossière a 1000 /1100 N/mm²
bien sur la nitruration sera faite sur la pièce aux cotes finies
je comprends qu'il ne faut pas fragiliser des parois minces ( zones des perçages d’équilibrage )
mais je m’interroge également sur la zone de l'alésage pour le maneton intérieur compris qu'il serait peut être intéressent de ne pas nitrurer pour ne pas fragiliser car le nitruration n'est pas des plus " élastique "
le filetage aussi en bout de queue ? a nitrurer ou pas ?
Merci
Dernière édition par prepadoms le Ven 26 Déc 2014 - 21:33, édité 1 fois |
|
| | |
MacPepR
Nombre de messages : 4689
Age : 65
Localisation : Arnouville lès Gonesse (95)
Date d'inscription : 08/04/2010
| | Sujet: Re: [Technique] Vilebrequin deux temps Jeu 25 Déc 2014 - 18:40 | |
| La rectification peut être confié à un pro qui a le matériel. Il faudra en consulter plusieurs, avant d'en trouver un qui accepte de le faire et à un prix raisonnable. Le transport éventuel n'est pas très cher, 30 € par voyage par une boîte genre DB Schenker.
La méthode proposée par fpayart est classique et surtout indiquée par quelqu'un qui connait le boulot. A suivre les yeux fermés.
Pour le filetage en bout de queue, il faudra un sacré nombre de démontages avant d'user du 100/110 DaN. A mon avis, pas de nitruration ni de cémentation dans cette partie.
_________________
Freiner, gaazer, entier !
Eventuellement au bas d'un post : "Mac" = allumage et carburation orthographiques réglés, continue à mettre du gaz.
|
|
| | |
fpayart
Nombre de messages : 1251
Age : 75
Localisation : LYON
Date d'inscription : 11/01/2010
| | Sujet: Re: [Technique] Vilebrequin deux temps Jeu 25 Déc 2014 - 23:37 | |
| Tout à fait, les filetages font partie des zones qui doivent être épargnées de la cémentation. Pour la nitruration, je ne sais pas, je serais tenté de dire non car la profondeur de ce traitement est de seulement de quelques microns donc à priori par d'épargne nulle part.
@ prepadoms,
Effectivement t'on choix d'un acier de nitruration est envisageable.
Quand tu écris:
"n'ayant pas sous la main comme je l'ai dis des moyens de rectification , j'ai pensé comme plan B
a une solution nitruré dans un acier de nitruration genre :32CrMoNiV5
traité après ébauche grossière a 100 /110 dN"
Il te faudra malgré tout envisager deux opérations en sous-traitance de rectification exter. pour les soies et inter. pour l'alésage du maneton et cette fois bien sûr avant la nitruration et ceci afin d'obtenir la géométrie et la rugosité nécessaires.
ATTENTION!, la nitruration ayant toutefois la fâcheuse habitude de provoquer un léger gonflement des surface traitées.
Mais encore une fois, suivant l'usage que tu veux en faire tu pourrais utiliser directement un acier pré-traité. |
|
| | |
Dan42
Nombre de messages : 8933
Localisation : Margerie-Chantagret 42
Date d'inscription : 06/04/2014
| | Sujet: Re: [Technique] Vilebrequin deux temps Ven 26 Déc 2014 - 10:01 | |
| Un des tous meilleurs aciers pour nitruration ( sinon le plus réputé) est le 32CD12 ( EN40B) utilisé pour les vilos multicylindres forgés ou taillés dans la masse, à paliers lisses.
En règle générale , bien que l'on arrive à nitrurer d'autres nuances moins alliées, 35 et 42 CD4 par exemple, le résultat est différent en épaisseur. Le nickel contenu dans celui que tu proposes est reconnu pour être contraire à la nitruration, les épaisseurs seront minces. D'autre part, suivant l'état de surface, la nitru améliore le coefficient de frottement dans certaines circonstances, c'est pour çà qu'on l'utilise, lié à une meilleure résistance à l'usure, est-ce souhaité dans ton application? Rien à voir avec une cémentation, couche épaisse et très résistante autour d'une âme plus résiliente (dentures de pignons).
A+ Dan |
|
| | |
prepadoms
Nombre de messages : 22
Localisation : ardennes
Date d'inscription : 01/01/2013
| | Sujet: Re: [Technique] Vilebrequin deux temps Ven 26 Déc 2014 - 13:15 | |
| Bonjour et Merci pour votre aide , j'en aurai sans doute encore besoin .....!
pour la nitruration la profondeur est plus importante que quelque microns ( facilement deux dixièmes ) mais il est vrai que la couche nitrurée peu être fragile
c'est tout a fait exact pour le léger gonflement ( dans ma profession nous faisons sous traités couramment
des opérations de trempe /revenu , nitruration , chromage dur )
mais pas de cémentation , c'est sans doute pour cette raison que je voulais m'orienter vers quelque chose que je connais mieux
pour la rugosité , c'est exact je vais être un peu juste en tournage et alésage même en me faisant aider de tour CN et centre d'usinage
je vois a la rentrée a questionner des gens qui fonts de la rectif
de toute façons , j'en suis pour l'instant au stade de la réflexion et n'ai encore rien fait donc , je n'ai pas fait de "conneries "
pour l'épargne de cémentation , l’alésage du maneton et son environnement proche sont ils cémentés ?
en tout cas je suis ravis de trouver ici de la compétence et de l'aide
c'est quelque chose de merveilleux
encore Merci
Dernière édition par prepadoms le Ven 26 Déc 2014 - 17:51, édité 2 fois |
|
| | |
fpayart
Nombre de messages : 1251
Age : 75
Localisation : LYON
Date d'inscription : 11/01/2010
| | Sujet: Re: [Technique] Vilebrequin deux temps Ven 26 Déc 2014 - 14:05 | |
| "l’alésage du maneton et son environnement proche sont ils cémentés ?"
Oui, c'est la condition indispensable pour pouvoir démonter remonter sans perte de serrage et sans risquer de grippage. |
|
| | |
Marc
Admin

Nombre de messages : 28161
Age : 66
Localisation : Villiers sur Marne (94)
Date d'inscription : 27/05/2008
| | Sujet: Re: [Technique] Vilebrequin deux temps Ven 26 Déc 2014 - 18:40 | |
| _________________ Un p'tit clik vaut mieux qu'une grande claque; c'est Harry qui l'a dit! [Vous devez être inscrit et connecté pour voir cette image][Vous devez être inscrit et connecté pour voir ce lien] |
|
| | |
Mestre
Nombre de messages : 175
Localisation : NORMANDIE
Date d'inscription : 04/12/2011
| | Sujet: Re: [Technique] Vilebrequin deux temps Sam 27 Déc 2014 - 21:50 | |
| [quote="prepadoms"]Bonjour a tous,
j'envisage toujours sérieusement la re-fabriction ( un coté ou les deux ? )
n'ayant pas sous la main comme je l'ai dis des moyens de rectification , j'ai pensé comme plan B
a une solution nitruré dans un acier de nitruration genre :32CrMoNiV5
traité après ébauche grossière a 1000 /1100 N/mm²
bien sur la nitruration sera faite sur la pièce aux cotes finies
je comprends qu'il ne faut pas fragiliser des parois minces ( zones des perçages d’équilibrage )
mais je m’interroge également sur la zone de l'alésage pour le maneton intérieur compris qu'il serait peut être intéressent de ne pas nitrurer pour ne pas fragiliser car le nitruration n'est pas des plus " élastique "
le filetage aussi en bout de queue ? a nitrurer ou pas ?
Merci[/quote
Bonsoir de Normandie
J'ai l'expérience d'une centaine de vilebrequins pour bicylindres 2 temps TZ en 42 CD 4 nitruré usinés aux côtes définitives sur tour et fraiseuse numériques . La déformation maxi est de 0.01 . J'en ai fait plusieurs avec rectification après nitruration mais je n'ai pas vu d'avantages et le surcoût m'a arrêté . Cette expérience est valable sur les TZ où il y a beaucoup de " gras " sur les masses . Sur les vilos de 350 KR , c'est une autre histoire qui n'est pas encore résolue , mais j'ai bon espoir.
Au plaisir de vous retrouver sur les circuits ICGP 2015
Jean-Paul
|
|
| | |
Dan42
Nombre de messages : 8933
Localisation : Margerie-Chantagret 42
Date d'inscription : 06/04/2014
| | Sujet: Re: [Technique] Vilebrequin deux temps Dim 28 Déc 2014 - 10:09 | |
| L'expérience livrée par JP Mestre est très intéressante et montre les difficultés de réalisation que l'on peut rencontrer, surtout en regard du prix de revient. En effet la meilleure gamme serait; ébauche tournée, pré-percée dans un rond laminé ou forgé à l'état normalisé ou recuit , puis traitement de trempe et revenu, puis rectification des soies et alésages excentrés des masses, et éventuellement nitruration ionique du 42CD4 si souhaité. Pas de rectif finale, seulement léger polissage des soies à la bande ( comme les portées de vilo à paliers lisses). La t° de nitruration vers 550° est proche voir inférieure à celle du revenu , la déformation des pièces sera nulle ou négligeable. Assez coûteux pour de la pièce unitaire! l'autre solution décrite par JP Mestre est courante aujourd'hui car on peut tailler facilement de l'acier pré-traité, par contre les soies seront moins solides que l'extérieur des volants: le meilleur est à l'extérieur dans la structure de l'acier et par le refroidissement plus rapide de la trempe. Dans cette application je ne pense pas que la fragilité des arbres soit un problème, donc la pièce peut être finie en usinage puis nitrurée. Le 42CD4 est tout à fait apte pour ce genre de pièce, c'est du strong largement utilisé dans l'industrie pour pièces très sollicitées, il se prête bien aussi à la trempe superficielle pour pièces massives: chauffe rapide de l'extérieur à la flamme ou à l'inducteur et refroidissement rapide, le coeur reste "tendre"et résilient , un peu comme dans la situation d'une cémentation + traitement.
Dans cette description j'ai volontairement zappé l'ébauche forgée des volants et soies qui est le top, mais est-ce utile sur de l'unitaire?
A+ Dan |
|
| | |
MINGRET01

Nombre de messages : 27
Localisation : lyon
Date d'inscription : 19/11/2011
| | Sujet: Re: [Technique] Vilebrequin deux temps Dim 28 Déc 2014 - 10:20 | |
| Bonjour,
Pour ma part je le ferai en 42CD4 pré traité directement en usinage sans rectif derrière du fait qu'il n'y aurait pas de traitement thermique.
Pour l'usage qu'il en sera fait tel que je l'ai compris cela sera largement suffisant.
Bruno |
|
| | |
prepadoms
Nombre de messages : 22
Localisation : ardennes
Date d'inscription : 01/01/2013
| | Sujet: Re: [Technique] Vilebrequin deux temps Dim 28 Déc 2014 - 11:03 | |
| Bonjour a tous , très bien , avec votre participation ça avance ; le 42CD4 est pas mal cité en ce moment ... F Payart avais aussi cité un acier voisin ( un poil moins riche en carbone ) 35CD4 pour " un usage anecdotique " ce qui est un peu ça pour l'instant , je fais un relevé de cotes edit , oui je suis d'accord , il est vrai qu'il peut y a avoir quelque avantages d'ébaucher la pièce et de la traiter ensuite ( élimination des tensions d'usinage et trempe plus homogène je suppose ) pour l’ébauche forgée , ça ne doit pas être mal non plus ( direction des fibres du métal vers les masses ) le plus marrant , c'est que la forge est justement mon métier , mais la " faut pas exagérer " car fabriquer un outillage , mobiliser un matériel de forge pour fabriquer une ou deux pièces ![[Technique] Vilebrequin deux temps 614236](/users/3313/47/10/07/smiles/614236.gif) affaire a suivre
Dernière édition par prepadoms le Dim 28 Déc 2014 - 12:41, édité 1 fois |
|
| | |
granjoie

Nombre de messages : 62
Age : 47
Localisation : Sassenage
Date d'inscription : 30/12/2008
| | Sujet: Re: [Technique] Vilebrequin deux temps Dim 28 Déc 2014 - 12:04 | |
| Nous pratiquons la méme discipline avec Bruno01, le solex de competiton.
Pour avoir réalisé plusieurs vilebrequins, nous les réalisons en ebauche 35ncd16 forgé ou pas+trempe sous vide et revenu puis usinage (tournage dur ou rectif de finition).
Cela marche bien.
L'avantage de la technique de Mingret01 et que le 42cd4 prétraité à l'avantage de subir une seule phase d'usinage. Pas de rectif, pas de tt....
Et je pense que selon l'application dédiée, cela facilite bien la gamme (complexe) de fabrication.
Je reste par contre étonné des valeurs de serrage maneton de l'ordre de 1/10 de Mr Payart (aucune remise en cause de son expérience bien entendu, juste de l'étonnement).
Nous serrrons à 6/100 max sur des maneton en 16 ou 18.
Montage suif+presse. |
|
| | |
philou
Nombre de messages : 164
Localisation : france
Date d'inscription : 27/08/2009
| | Sujet: Re: [Technique] Vilebrequin deux temps Dim 28 Déc 2014 - 12:16 | |
| Ne pas oublier que les vilebrequins de M. Payart sont utilisés sur un kart.
2 roues en accroche sur la piste, se qui doit donné de sacrés accoup.
Je suppose qu'avec un serrage moindre, les vilos aurait tendance à se décaler, sur de gros rétrograde. Ils jouent la gagne et ont des clients. Il faut que les performances soit la et surtout qu'elles restent constantes sur la durée de l'épreuve.
Le plus difficile et d'arriver à évaluer un projet dans son ensemble |
|
| | |
prepadoms
Nombre de messages : 22
Localisation : ardennes
Date d'inscription : 01/01/2013
| | Sujet: Re: [Technique] Vilebrequin deux temps Dim 28 Déc 2014 - 12:40 | |
| - granjoie a écrit:
Je reste par contre étonné des valeurs de serrage maneton de l'ordre de 1/10 de Mr Payart (aucune remise en cause de son expérience bien entendu, juste de l'étonnement).
Nous serrrons à 6/100 max sur des maneton en 16 ou 18.
Montage suif+presse. J Payart nous indique : Pour le maneton, afin de transmettre les efforts, le serrage devra être entre 0.08 et 0.1 suivant le diamètre 18/20 ou 22. le serrage de 0.1 est plutôt pour un diamètre 22 si j'ai compris pour un diamètre plus petit ( 16 voir 18 , vous n'en êtes pas si loin finalement ) le solex a le maneton emmanché d'un seul coté il me semble donc pas de risque de décalage du vilo le serrage de 0.08 a 0.1 est bien celui utilisé en kart , en moto aussi je pense |
|
| | |
Contenu sponsorisé
| | Sujet: Re: [Technique] Vilebrequin deux temps | |
| |
|
| | |
| | [Technique] Vilebrequin deux temps | |
|
![[Technique] Vilebrequin deux temps Empty](https://2img.net/i/fa/empty.gif)






![[Technique] Vilebrequin deux temps 2717680289](/users/3313/47/10/07/smiles/2717680289.jpg)